Форсунка из карбида кремния для десульфуризации дымовых газов на электростанции




Абсорбционные форсунки системы десульфуризации дымовых газов (FGD)
Удаление оксидов серы, обычно называемых SOx, из выхлопных газов с помощью щелочного реагента, например, влажной известняковой суспензии.
При использовании ископаемого топлива в процессах сжигания для работы котлов, печей или другого оборудования существует вероятность выброса SO2 или SO3 в составе отходящих газов. Эти оксиды серы легко вступают в реакцию с другими элементами, образуя вредные соединения, такие как серная кислота, и могут негативно влиять на здоровье человека и окружающую среду. В связи с этими потенциальными последствиями контроль за содержанием этих соединений в дымовых газах является важной частью работы угольных электростанций и других промышленных предприятий.
Из-за эрозии, засорения и образования отложений одной из наиболее надежных систем контроля этих выбросов является процесс мокрой десульфуризации дымовых газов (ДДГ) в открытой колонне с использованием известняка, гашеной извести, морской воды или другого щелочного раствора. Распылительные форсунки позволяют эффективно и надежно распределять эти суспензии в абсорбционных колоннах. Создавая равномерные узоры из капель нужного размера, эти форсунки эффективно обеспечивают необходимую площадь поверхности для надлежащей абсорбции, минимизируя при этом попадание раствора для очистки в дымовые газы.


Выбор форсунки абсорбера для системы очистки дымовых газов:
Важные факторы, которые следует учитывать:
Плотность и вязкость абразивного материала для очистки
Требуемый размер капель
Правильный размер капель имеет решающее значение для обеспечения надлежащей скорости впитывания.
Материал сопла
Поскольку дымовые газы часто обладают коррозионными свойствами, а очищающая жидкость зачастую представляет собой суспензию с высоким содержанием твердых частиц и абразивными свойствами, выбор соответствующего коррозионно-стойкого и износостойкого материала имеет важное значение.
Устойчивость к засорению форсунки
Поскольку промывочная жидкость часто представляет собой суспензию с высоким содержанием твердых частиц, выбор форсунки с учетом ее устойчивости к засорению имеет важное значение.
Схема и расположение распыления форсунки
Для обеспечения надлежащего поглощения важно полное покрытие газового потока без обходных путей и с достаточным временем пребывания.
Размер и тип соединения форсунки
Требуемые скорости потока промывочной жидкости
Доступное падение давления (∆P) на сопле
∆P = давление подачи на входе в сопло – технологическое давление вне сопла
Наши опытные инженеры помогут определить, какая форсунка будет соответствовать требуемым характеристикам с учетом деталей вашего проекта.
Типичные области применения и отрасли применения абсорбционных форсунок для систем очистки дымовых газов:
Угольные и другие электростанции, работающие на ископаемом топливе.
Нефтеперерабатывающие заводы
мусоросжигательные заводы
Цементные печи
Металлургические заводы
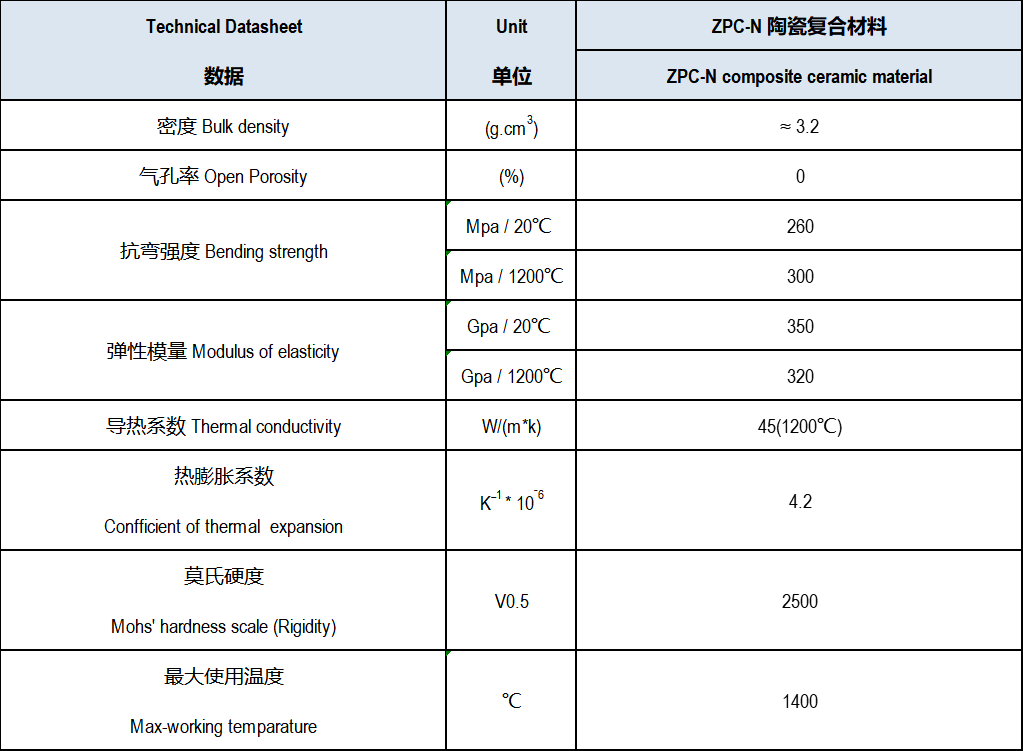
Технические характеристики материала SiC
Недостатки известняка/известняка
Как показано на рисунке 1, системы очистки дымовых газов с использованием принудительного окисления известью/известняком (LSFO) включают три основные подсистемы:
- Подготовка, обращение и хранение реагентов
- Абсорбционный сосуд
- Обработка отходов и побочных продуктов
Подготовка реагента включает в себя транспортировку измельченного известняка (CaCO3) из накопительного бункера в перемешиваемый подающий резервуар. Полученная известняковая суспензия затем перекачивается в абсорбер вместе с дымовыми газами котла и окислительным воздухом. Распылительные форсунки подают мелкие капли реагента, которые затем движутся противотоком к поступающим дымовым газам. SO2 в дымовых газах реагирует с богатым кальцием реагентом, образуя сульфит кальция (CaSO3) и CO2. Воздух, подаваемый в абсорбер, способствует окислению CaSO3 до CaSO4 (в дигидратной форме).
Основные реакции LSFO следующие:
CaCO3 + SO2 → CaSO3 + CO2 · 2H2O
Окисленная суспензия собирается на дне абсорбера и впоследствии рециркулируется вместе со свежим реагентом обратно в распылительные форсунки. Часть рециркулируемого потока отводится в систему обработки отходов/побочных продуктов, которая обычно состоит из гидроциклонов, барабанных или ленточных фильтров и резервуара для хранения сточных вод/жидкости с перемешиванием. Сточные воды из резервуара рециркулируются обратно в резервуар для подачи известкового реагента или в гидроциклон, где излишки удаляются в виде очищенной воды.
| Типичная схема процесса мокрой очистки извести/известняка методом принудительного окисления |
 |
Системы влажного мазута обычно обеспечивают эффективность удаления SO2 на уровне 95-97 процентов. Однако достижение показателей выше 97,5 процентов для соответствия требованиям по контролю выбросов затруднительно, особенно для предприятий, использующих высокосернистый уголь. Можно добавлять магниевые катализаторы или обжигать известняк до получения высокореактивной извести (CaO), но такие модификации требуют дополнительного оборудования и, соответственно, затрат на рабочую силу и электроэнергию. Например, для обжига извести требуется установка отдельной печи для обжига. Кроме того, известь легко осаждается, что увеличивает вероятность образования накипи в скруббере.
Стоимость обжига в известковой печи можно снизить, непосредственно впрыскивая известняк в топку котла. При таком подходе известь, образующаяся в котле, уносится дымовыми газами в скруббер. Возможные проблемы включают загрязнение котла, нарушение теплопередачи и дезактивацию извести из-за перегрева в котле. Кроме того, известь снижает температуру расплавленной золы в угольных котлах, что приводит к образованию твердых отложений, которые в противном случае не образовались бы.
Жидкие отходы процесса LSFO обычно направляются в стабилизационные пруды вместе с жидкими отходами из других частей электростанции. Жидкие стоки, образующиеся в процессе влажной десульфуризации дымовых газов, могут быть насыщены сульфитами и сульфатами, и экологические соображения обычно ограничивают их сброс в реки, ручьи или другие водоемы. Кроме того, рециркуляция сточных вод/жидкости обратно в скруббер может привести к накоплению растворенных солей натрия, калия, кальция, магния или хлоридов. Эти вещества могут со временем кристаллизоваться, если не будет обеспечен достаточный отвод жидкости для поддержания концентрации растворенных солей ниже насыщения. Дополнительной проблемой является медленная скорость осаждения твердых отходов, что приводит к необходимости использования больших стабилизационных прудов большого объема. В типичных условиях осажденный слой в стабилизационном пруду может содержать 50 процентов или более жидкой фазы даже после нескольких месяцев хранения.
Сульфат кальция, извлекаемый из суспензии, образующейся при рециркуляции абсорбера, может содержать большое количество непрореагировавшего известняка и золы сульфита кальция. Эти примеси могут препятствовать продаже сульфата кальция в качестве синтетического гипса для использования в производстве гипсокартона, штукатурки и цемента. Непрореагировавший известняк является преобладающей примесью в синтетическом гипсе, а также распространенной примесью в природном (добываемом) гипсе. Хотя сам известняк не влияет на свойства конечных гипсокартонных изделий, его абразивные свойства создают проблемы износа для технологического оборудования. Сульфит кальция является нежелательной примесью в любом гипсе, поскольку его мелкий размер частиц вызывает проблемы с образованием накипи и другие проблемы обработки, такие как промывка осадка и обезвоживание.
Если твердые отходы, образующиеся в процессе производства низкосернистого мазута, не пригодны для коммерческой реализации в качестве синтетического гипса, это создает значительную проблему утилизации отходов. Для котла мощностью 1000 МВт, работающего на угле с содержанием серы 1%, количество гипса составляет приблизительно 550 тонн (недостаточно) в сутки. Для той же установки, работающей на угле с содержанием серы 2%, производство гипса увеличивается примерно до 1100 тонн в сутки. Добавив около 1000 тонн в сутки на производство летучей золы, общее количество твердых отходов составит около 1550 тонн в сутки для случая с углем с содержанием серы 1% и 2100 тонн в сутки для случая с углем с содержанием серы 2%.
Преимущества EADS
Проверенная альтернатива технологии очистки LSFO заключается в замене известняка аммиаком в качестве реагента для удаления SO2. Компоненты системы LSFO, связанные с измельчением, хранением, обработкой и транспортировкой твердых реагентов, заменяются простыми резервуарами для хранения водного или безводного аммиака. На рисунке 2 показана схема потока системы EADS, предоставленная компанией JET Inc.
Аммиак, дымовые газы, окислительный воздух и технологическая вода поступают в абсорбер, содержащий несколько уровней распылительных форсунок. Форсунки генерируют мелкие капли аммиакосодержащего реагента, обеспечивая тесный контакт реагента с поступающими дымовыми газами в соответствии со следующими реакциями:
(1) SO2 + 2NH3 + H2O → (NH4)2SO3
(2) (NH4)2SO3 + ½O2 → (NH4)2SO4
SO2 в потоке дымовых газов реагирует с аммиаком в верхней половине абсорбера, образуя сульфит аммония. Нижняя часть абсорбера служит резервуаром для окисления, где воздух окисляет сульфит аммония до сульфата аммония. Полученный раствор сульфата аммония перекачивается обратно в коллекторы распылительных форсунок на нескольких уровнях абсорбера. Перед выходом очищенных дымовых газов из верхней части абсорбера они проходят через демистер, который коалесцирует любые унесенные жидкие капли и улавливает мелкие частицы.
Реакция аммиака с SO2 и окисление сульфита до сульфата обеспечивают высокую степень использования реагента. На каждый фунт потребленного аммиака образуется четыре фунта сульфата аммония.
Как и в процессе LSFO, часть потока рециркуляции реагента/продукта может быть отведена для получения товарного побочного продукта. В системе EADS отведенный раствор продукта перекачивается в систему извлечения твердых частиц, состоящую из гидроциклона и центрифуги, для концентрирования продукта сульфата аммония перед сушкой и упаковкой. Все жидкости (перелив из гидроциклона и центрифугированный осадок) направляются обратно в резервуар со шламом, а затем повторно вводятся в поток рециркуляции сульфата аммония в абсорбере.

- Системы EADS обеспечивают более высокую эффективность удаления SO2 (>99%), что дает угольным электростанциям большую гибкость в использовании более дешевого угля с высоким содержанием серы.
- В то время как системы LSFO производят 0,7 тонны CO2 на каждую тонну удаленного SO2, процесс EADS не производит CO2.
- Поскольку известь и известняк менее реакционноспособны по сравнению с аммиаком в отношении удаления SO2, для достижения высоких скоростей циркуляции требуется больше технологической воды и энергии, затрачиваемой на перекачку. Это приводит к увеличению эксплуатационных расходов систем LSFO.
- Капитальные затраты на системы EADS аналогичны затратам на строительство системы LSFO. Как отмечалось выше, хотя система EADS требует оборудования для переработки и упаковки побочных продуктов сульфата аммония, для измельчения, обработки и транспортировки не требуются установки для приготовления реагентов, используемые в системе LSFO.
Наиболее существенным преимуществом технологии EADS является отсутствие как жидких, так и твердых отходов. Технология EADS представляет собой процесс с нулевым сбросом жидких отходов, что означает отсутствие необходимости в очистке сточных вод. Твердый побочный продукт — сульфат аммония — легко реализуем; сульфат аммония является наиболее широко используемым удобрением и компонентом удобрений в мире, и ожидается, что мировой рынок будет расти до 2030 года. Кроме того, хотя для производства сульфата аммония требуется центрифуга, сушилка, конвейер и упаковочное оборудование, эти элементы не являются запатентованными и доступны на коммерческой основе. В зависимости от экономических и рыночных условий, удобрение на основе сульфата аммония может компенсировать затраты на десульфуризацию дымовых газов с использованием аммиака и потенциально обеспечить существенную прибыль.
| Схема эффективного процесса десульфуризации аммиака |
 |


Компания Shandong Zhongpeng Special Ceramics Co., Ltd. является одним из крупнейших в Китае поставщиков новых материалов на основе карбида кремния (SiC). Техническая керамика SiC: твердость по шкале Мооса 9 (новая твердость по шкале Мооса 13), обладает превосходной устойчивостью к эрозии и коррозии, отличной износостойкостью и антиоксидантными свойствами. Срок службы изделий из SiC в 4-5 раз дольше, чем у 92%-ного оксида алюминия. Предел прочности на изгиб (MOR) RBSiC в 5-7 раз выше, чем у SNBSC, что позволяет использовать его для изготовления более сложных форм. Процесс формирования коммерческого предложения быстрый, доставка осуществляется в оговоренные сроки, а качество не имеет себе равных. Мы всегда стремимся к достижению поставленных целей и вносим свой вклад в развитие общества.







