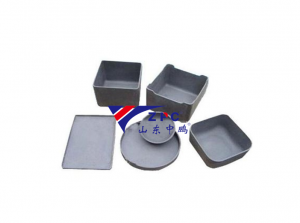
сәнәгать миче өчен тигель
Бу продукт сәнәгать мичләрендә, блендерлауда, эретүдә һәм барлык төр продуктларда да куллану өчен идеаль. Химия сәнәгате, нефть һәм әйләнә-тирә мохитне саклау өлкәсендә киң кулланылышлы.
1) Җылылык шок тотрыклылыгы
2) химик коррозиягә чыдам
3) Югары температурага чыдамлылык (1650° кадәр)
4) Киюгә/коррозиягә/оксидлашуга чыдам
5) Механик ныклыкның югары күрсәткечләре
6) Иң каты өслекләрне чистарту яки пыяла белән бизәү
7) Шлифовкалау, пычак белән кисү, шулай ук абразив шартлату өчен кулланыла
| Химик состав SIC >= | % | 90 | |
| Максималь хезмәт күрсәтү температурасы | ºC | 1400 | |
| От отына чыдамлылык >= | SK | 39 | |
| Йөкләнеш астында 2 кг/см2 отка чыдамлык T2 >= | ºC | 1790 ел | |
| Физика үзенчәлеге | Бүлмә температурасында Руптурт модуле >= | Кг/см2 | 500 |
| 1400ºC температурада ярылу модуле >= | Кг/см2 | 550 | |
| Кысылу көче >= | Кг/см2 | 1300 | |
| 1000ºC температурада җылылык киңәюе | % | 0.42-0.48 | |
| Күренмәле порашенлык | % | ≤20 | |
| Күплек тыгызлыгы | г/см3 | 2.55-2.7 | |
| 1000ºC температурада җылылык үткәрүчәнлеге | Ккал/м.сәг.ºC | 13.5-14.5 | |
Тасвирлама:
Тигель - мичтә эретү өчен металл тоту өчен кулланыла торган керамик чүлмәк. Бу - коммерция кою сәнәгатендә кулланыла торган югары сыйфатлы, сәнәгать сыйфатлы тигель.
Ул нәрсә эшли:
Металлларны эреткәндә очрый торган экстремаль температураларга чыдам булыр өчен тигель кирәк. Тигель материалының эрү температурасы эретелә торган металлныкына караганда күпкә югарырак булырга һәм ул хәтта ак кайнар вакытта да яхшы ныклыкка ия булырга тиеш.
Цинк һәм алюминий кебек металларны эретү өчен өйдә ясалган корыч тигель кулланырга мөмкин, чөнки бу металлар корычныкыннан күпкә түбәнрәк температурада эри. Ләкин корыч тигельнең эчке өслегенең кабырчыклануы (кабырчыклану) проблема тудыра. Бу кабырчык эретмәне пычратырга һәм тигель стеналарын тиз арада юкартырга мөмкин. Әгәр сез яңа гына башлап җибәрсәгез һәм кабырчыклану белән шөгыльләнсәгез, корыч тигельләр яраклы булачак.
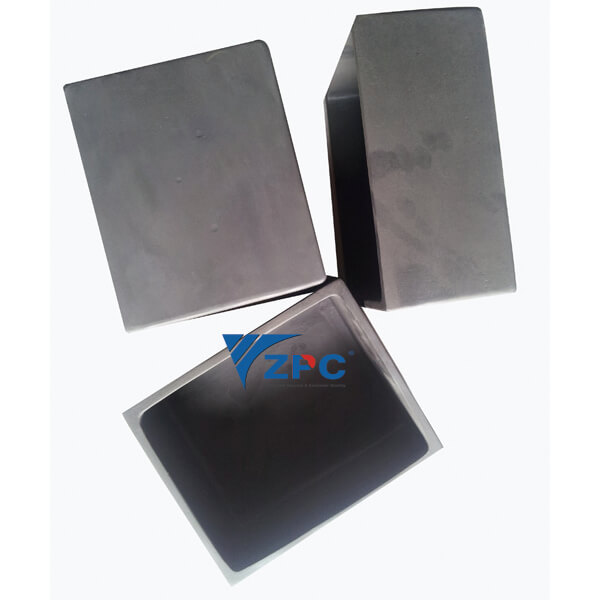
Тигель төзелешендә кулланыла торган киң таралган утка чыдам материаллар - балчык-графит һәм углерод белән бәйләнгән кремний-карбид. Бу материаллар гадәти кою эшләрендә иң югары температураларга чыдам. Кремний карбиды бик нык материал булу өстенлегенә ия.
Безнең балчык графитыннан ясалган билге формасындагы тигельләр 1510 °C (2750 °F) температурага исәпләнгән. Алар цинк, алюминий, латунь/бронза, көмеш һәм алтын эретмәләрен эшкәртә ала. Җитештерүче аларны чуен өчен кулланырга мөмкин дип белдерә. АКШта җитештерелгән!
Тигель формалары:
Суүсем формасындагы тигель ("B" формасындагы) шәраб мичкәсе формасына ия. "Сусем" үлчәме - тигельнең иң киң ноктасындагы диаметры. Әгәр суүсем диаметры күрсәтелмәгән булса, өске диаметр - максималь киңлек.
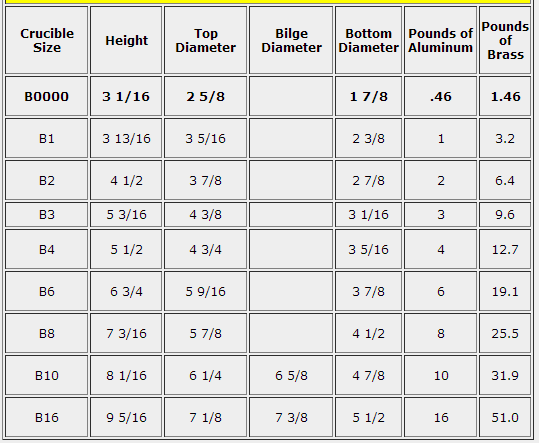
Гадәти кагыйдә буенча, "билге" тигеленең номеры якынча эш куәтен фунт алюминийда күрсәтә. Латунь яки бронза өчен тигель номерыннан 3 тапкыр күбрәк кулланыгыз. Мәсәлән, 10 нчы тигель якынча 10 фунт алюминий һәм 30 фунт латунь сыйдырыр иде.
Безнең "В" формасындагы тигелләр гадәттә һәвәскәрләр һәм еш кына дөңгәлләүчеләр тарафыннан кулланыла. Алар югары сыйфатлы, озак вакыт хезмәт итә торган коммерция класслы тигелләр.
Эшегез өчен дөрес зурлыкны табу өчен түбәндәге таблицаларны карагыз.
Аны ничек кулланырга:
Барлык тигельләр белән дә дөрес урнаштырылган кыскычлар (күтәрү коралы) белән эш итәргә кирәк. Дөрес булмаган кыскычлар тигельгә иң начар вакытта зыян китерергә яки тулысынча ватылырга мөмкин.
Җылыту алдыннан тигель белән мич нигезе арасына картон диск куярга мөмкин. Бу янып бетәчәк, арада углерод катламы калачак һәм тигельнең мич төбенә ябышуына юл куймаячак. Plumbago (күмер карасы) белән каплау да шул ук эшне башкара.
Пычранудан саклану өчен, һәр металл төре өчен төрле тигель куллану яхшырак. Шулай ук кулланганнан соң тигельне тулысынча бушатырга онытмагыз. Тигельдә катып калачак металл кабат җылытканда киңәя һәм аны җимерә ала.
Зинһар, яңа яки сакланган тигельләрне чыныктырыгыз. Буш тигельне 2 сәгать дәвамында 220 F (104 C) температурада җылытыгыз. (Җитди җилләтү кулланыгыз. Яңа тигельләр глазурь катканда төтенләячәк.) Аннары буш тигельне кызыл утка кадәр җылытыгыз. Кулланыр алдыннан тигельне мичтә бүлмә температурасына кадәр суытыгыз. Бу процедура БАРЛЫК яңа тигельләр һәм саклау вакытында дымлы шартларга дучар булган теләсә нинди тигель өчен үтәлергә тиеш.
Барлык тигельләрне коры урында саклагыз. Җылытканда дым тигельнең ярылуына китерергә мөмкин. Әгәр ул озак вакыт сакланганда булса, чыныктыруны кабатлау яхшырак.
Кремний карбид тигельләре саклау вакытында суны сеңдерү ихтималы иң аз булган төр һәм гадәттә куллану алдыннан чыныктырырга кирәкми. Завод каплагычларын һәм бәйләгечләрен аерып алу һәм катыру өчен яңа тигельне беренче тапкыр куллану алдыннан кызыл утта яндыру яхшы фикер.
Материалны тигельгә бик иркен урнаштырырга кирәк. Беркайчан да тигельне "төрмәгез", чөнки ул җылытканда киңәячәк һәм керамиканы ярып ташларга мөмкин. Бу материал "үкчә"гә әйләнгәч, эретү өчен күлгә күбрәк материал салыгыз. (КИСӘТҮ: Әгәр яңа материалда дым булса, пар шартлавы булачак). Тагын бер тапкыр, металлны тыгыз итеп төрмәгез. Кирәкле күләм эрегәнче, материалны эретмәгә кертеп торыгыз.
КИСӘТҮ!!!: Тигельләр куркыныч. Тигельдә металл эретү куркыныч. Металлны формаларга салу куркыныч. Тигель кисәтүсез ватылырга мөмкин. Тигельләрдә материалларда һәм җитештерүдә яшерен җитешсезлекләр булырга мөмкин, бу ватылуга, милеккә зыян китерүгә, шәхси җәрәхәтләргә, янәшәдәге кешеләрнең җәрәхәтләнүенә һәм кешеләрнең үлеменә китерергә мөмкин.

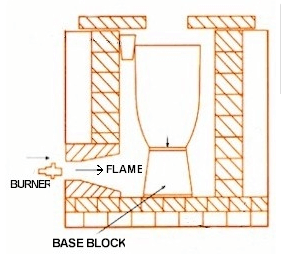
Тигель нигез блогы
Тасвирлама:
BCS Нигез блогы - тигельне мичнең җылылык зонасына күтәрү өчен кулланыла торган югары температуралы постамент.
Ул нәрсә эшли:
Газ белән эшли торган кою мичендә, гадәттә, тигельне күтәрү өчен нигез блок кулланыла, шуңа күрә яндыргыч ялкыны турыдан-туры тигельнең нечкә стенасына төшмәсен. Әгәр яндыргыч ялкыны турыдан-туры тигельгә бәрелсә, бу тигель стенасының эрозиясенә китерергә мөмкин, шуның белән аның гомере кыскара. Моны булдырмас өчен, нигез блокны тигельне яндыргыч зонасыннан күтәрү өчен куллану дөрес.
Тигельне күтәрү шулай ук аның мичнең "җылылык зонасында" булуын тәэмин итә. Яндыргыч ялкыны мич корпусына аскы өлештән керсә дә, иң кайнар зона уртасыннан өскә таба була. Мичнең стеналары әйләнештәге газ белән иң нәтиҗәле җылына торган урын нәкъ менә шушы өлкәдә. Тигельнең ян-яклары бу өлкәдә булу турбулент газ агымыннан һәм мичнең янып торган эчке стеналарының җылылык нурланышы белән иң яхшы җылынуны тәэмин итә.
Аны ничек кулланырга:
Нигез блогы яндыргыч ялкыны блок өске өлеше белән туры килерлек биеклектә булырга тиеш. Блок өске өлеше яндыргыч керү урыныннан да биегрәк булса, ярый. Сезгә ялкынның тигелнең нечкә якларына тиюе кирәк түгел. Ялкын тигелнең калынрак аскы өлешенә тию дә ярый, чөнки бу өлеш газдан тутыру өчен бик куркыныч түгел.
Shandong Zhongpeng Special Ceramics Co., Ltd - Кытайдагы иң зур кремний карбиды керамика яңа материал чишелешләренең берсе. SiC техник керамикасы: Moh катылыгы 9 (Яңа Moh катылыгы 13), эрозиягә һәм коррозиягә бик яхшы чыдамлык, абразивлыкка каршы торучанлык һәм антиоксидантлык белән аерылып тора. SiC продуктының хезмәт итү вакыты 92% алюминий оксиды материалыннан 4-5 тапкыр озаграк. RBSiC-ның MOR күрсәткече SNBSC-ныкыннан 5-7 тапкыр югарырак, аны катлаулырак формалар өчен кулланырга мөмкин. Бәя бирү процессы тиз, китерү вәгъдә ителгәнчә һәм сыйфат иң яхшысы. Без һәрвакыт максатларыбызга ирешүдә нык торабыз һәм күңелебезне җәмгыятькә бирәбез.